保時捷 918 Spyder:高科技的造車工藝
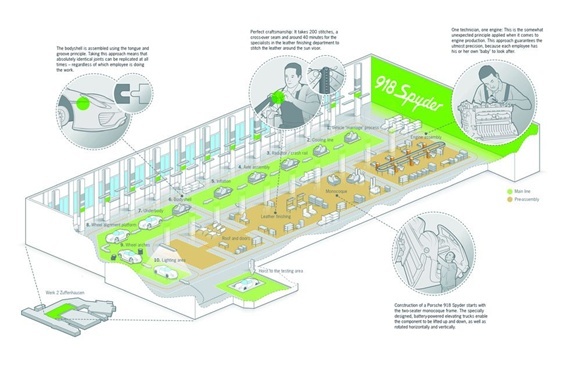
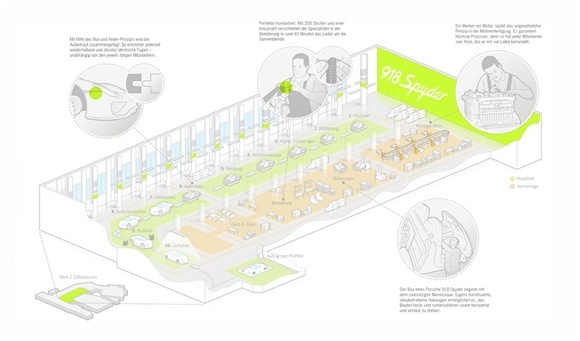
918 Spyder Manufaktur(圖片來源:旺代企業)
麥克德羅爾斯哈根 (Michael Drolshagen) 便已受命為保時捷 918 Spyder 的生產總監,並接下設計及建造一座 918 Spyder 專屬廠房的任務。開始時,德羅爾斯哈根先與他的幾位保時捷同事坐下來討論一個關鍵的問題:「一間廠房具備哪些特色?」他們得到許多不同的意見:對一些人而言,它是「聞起來有皮革味道」或「空間狹小的感覺」,這位 43 歲的工程師很快就勾勒出一幅景象:一名鐘錶師傅在彷如無塵室般的環境中,藉著他的單邊眼鏡和小鉗子專注地雕琢他的精緻工藝。
為前烤漆廠再造光輝
24 個月之後,這間廠房便出現在祖文豪森第二廠區的中心位置。任何人踏進這間位於二樓、前身為量產跑車烤漆室的廠房,都將立刻明瞭這個專案團隊確實打造出一個極接近 Spyder 生產總監提出的原始概念的空間。
保時捷的專業技師們在創新且符合人類工學設計的工作站上,專注且安靜地製作出一部尖端技術的跑車。這個房間給人明亮、親和的感覺,並搭配以灰色(地板)、白色(牆壁及天花板)和亮綠色為主軸的彩色元素 – 這正是保時捷為所有混合動力車款提供的指定車身色。
整個環境整潔且井然有序,工作站之間的走道上沒有散亂的纜線。這也是因為他們從一開始的目標便是要採用無線式工具來製作混合動力跑車。由藍牙控制的無線螺絲起子便是這項概念的一個例子:這些工具操作起來幾乎安靜無聲,它們讓工作站上的技師能夠更靈活地作業,並可降低對零組件造成的損壞。將螺絲起子與資料庫連結起來,還可確保儲存的扭力值符合規範,並可隨時存檔及查看。
創造雙贏局面
從檢查及記錄扭力值的過程顯現出保時捷對品管一絲不苛的態度,同時也闡釋將 Spyder 生產線設於祖文豪森廠區的決定。當然,這也與這座廠區在情感上的聯繫有關,它串連起 911 傳奇的發源地、保時捷的賽車歷史以及極其特殊的保時捷基因。不過,更重要的是這間廠房作為一款小規模量產超級跑車生產基地,能夠與所謂的量產「珍珠鏈」連結;這樣一來,在最後的組裝作業中便能夠充分運用工廠內的設備及完善的出廠測試技術。
除了基礎建設之外,祖文豪森廠區還可為 918 廠房提供另一項關鍵優勢:員工。在工廠裡有將近 3&def500 名員工進行汽車組裝作業,包括從研發、汽車設備、車體組裝、烤漆、組裝到傳動系統的各個領域,再也找不到哪裡還能提供這麼多的資深專家了。
來自 14 個不同國家的男女員工最終被指派加入夢寐以求的 Spyder 918 生產線,這個團隊的年齡層涵蓋 21 歲至 56 歲,擁有 6 至 40 年不等的專業經驗。團隊成員全都來自 911 生產線,當中有許多人早已參與過賽車或原型車生產作業。這個技術精湛且充滿熱情的多元背景團隊保證所有 918 部保時捷 918 Spyder 將可在 2015 年中以最高品質下線出廠。
與魚骨形模式一致的生產
第一批量產車於 2013 年 9 月 18 日正式開始組裝。在這之前,一支包括 25 名員工的團隊已製造出 25 部原型車及 8 部試產車。L 形的生產線在此上市準備階段已證明其價值所在。麥克德羅爾斯哈根說:「我們在這個佔地 4000 平方米的區域中幾乎建立了一整個價值鏈。這本身便已經是獨一無二的經驗。」
車輛會先通過 18 個組裝站,再以純電力模式幾乎無聲地駛入升降機,然後被送到位於兩層樓底下的測試區進行最後測試。
生產過程中,保時捷的生產線人員會採用保時捷的魚骨形生產模式,儘管這次使用的結構實際運作起來比較像是單邊骨。不過,這種模式可為工作鏈中的每一個點提供最短的路線。以 Spyder 廠房來說,這意味著預組裝區域位於主生產線的左側,而對應的零件便從這裡直接拿取到主生產線上。預組裝站點本身透過輸送帶系統從廠房外部獲得供應,這些零件則來自一層樓底下的一個獨立倉庫。
以品質保證為第一優先
生產時間將近 100 個小時 – 其中包括仔細的品質控管程序 – 然後通過廠房內的 18 個組裝站組裝成一部保時捷 918 Spyder,再由升降機下降至測試區。這些連續性的測試可在生產完畢後確保客戶買到的是一部各方面均超越水準的車輛。
生產線上的全新方法及專利應用
透過保時捷 918 Spyder 跑車,這家來自祖文豪森的跑車製造商不僅在品質、材料與技術上令人驚豔 – 其製造流程也堪為楷模。對麥克德羅爾斯哈根而言,保時捷在組裝工具或品管設備方面正在申請中的專利數量,足以證明「我們對創新的定義遠超過車輛本身」。
我們很難挑出個別的「出色工作站」,單體結構組裝、引擎組裝、皮革包覆和車體外殼組裝基本上被劃分為四個生產階段,彰顯出這個廠房的製程理念。
以單體結構為起點
每一部保時捷 918 Spyder 的組裝都從這款雙人座跑車的單體結構開始,這本身便是一項特色。同樣很有意思的是特別為此組裝階段而設計的電池運作式起重車:它可讓技師升起和降低組件,還可依水平和垂直方向旋轉,使技師作業時更加輕鬆,尤其是在裝配線束時。
引擎裝配線上的運作也同樣有別於一般。這個單位以「一名技師,一具引擎」的理念為基礎,並結合輕量化技術的原則,每一個結構部位的組裝須通過 8 個工作站完成。整個裝配作業將耗時 20 個小時,最後這具 140 公斤重的引擎是單一員工的工作成品。依循這個與保時捷理念相符一致的組裝原則,每一位員工都有自己的「寶貝」要照料,因此可確保完美無懈的精密度。
高標準的特殊技能
完美無懈的精密度是生產線上的關鍵 – 由生產線人員完成的作業均經過精心設計,可突顯其成品的極高標準。畢竟,對於要求同樣嚴格的保時捷客戶,這是唯一能夠滿足他們的方法。
為了帶給 Spyder 車主純粹的樂趣,這座廠房當然必須設置自己的皮革包覆部門。那些曾親眼目睹汽車內裝專家如何在 40 分鐘之內以純熟的手藝在恰好 200 針內縫好遮陽板四周皮革、最後以交叉縫線完美收尾的人,就能明白要在一部跑車上標示「德國手工製作」的標籤所需的品質水準。
在生產製程中會訂立各種標準,目的都是為了確保每次生產無論是由哪一位技師執行都能獲得最佳成果。這些標準可以與任何事有關,從標準化的載貨架到隨插即用的原則,全都是為了確保零組件以一貫的作業方式安裝、間距可達到公釐級的準確度。標準化作業方式的結果,尤其顯見於安裝側板部位和車門檻時,因為槽榫接合的原則可讓完全相同的接合點隨時都能完整複製。[NT:PAGE=$]
小規模和大規模量產都可發揮最高產能
這是無庸置疑的:保時捷 918 Spyder 的製造廠房不僅完美證實了麥克德羅爾斯哈根最初概念的價值,這整個計劃最令德羅爾斯哈根感到高興的,是大家能夠從討論「廠房」這個字開始發展一個生產超級跑車的專屬概念,再透過團隊的協力合作將它實現。
這個實驗是成功的。在祖文豪森,跑車製造商保時捷已清楚證明汽車的小規模和大規模量產可以「相鄰同步並進,而且發揮最高產能」。這項經驗不僅為計劃參與者、更為整個公司帶來了全新的可能性。
位於斯圖嘉特祖文豪森的保時捷 918 Spyder 製造廠,無論在視覺上、生產流程方面、以及廠內組裝及品管所運用的各種新開發技術,都著實令人印象深刻。這些尤其在人體工學方面實現空前最高水準的創新技術中有多項正在申請專利。曾參與此製造廠的設計並持續督導廠內生產作業至今的保時捷生產總監 Michael Drolshagen 解釋說,這些創新突顯出「我們對創新的定義遠超過車輛本身」的事實。以下為您介紹一些在廠內運用的人體工學創新技術:
剪刀式高空作業平台
剪刀式高空作業平台可讓人員在符合人體工學的情況下組裝車輛,從車室內部開始組裝至外部車身,最後完成整體外觀。只要按一下按鈕,剪刀式高空作業平台就會在工作站之間移動,讓技術人員的工作更加輕鬆,譬如當他們需要在車輛尾部安裝一顆 140 公斤的高壓電池時。此外,剪刀式高空作業平台可確保在不造成任何損壞的情形下組裝車殼。
組裝升降車
使用電池供電的升降車是特別為保時捷製造廠設計的。這部升降車可載運一個雙座單體,也就是組裝保時捷 918 Spyder 的起點。它可將單體外殼旋轉、傾斜、升降,這意味著裝配人員可以輕鬆完成車輛內裝及 12 伏特的電池和高壓電接線的配置。事實上,能夠輕鬆俐落地安置零組件便是避免組裝時發生損壞的一個關鍵。
傳動系統組裝
在「接合」過程中,電動模組和傳動模組是在無電力狀態下利用一個專門研發的台車與引擎接合。這些部件組裝起來便可構成車輛的傳動系統。此時,特殊設計的剪刀式高空作業平台便派上用場:將傳動系統的機架安置在傳動系統上,並在 3 個不同位置上旋緊固定。組裝過程的下一階段被稱為「密合」。密合作業可將機架和傳動系統藉由 6 個螺栓連接至單體式車身上。
四輪定位平台
此製造廠全新採用的四輪定位平台可讓所有重要參數在一個極小空間內完成測量。這些參數包括交互荷載、軌跡和傾角等屬性,每一項參數都可針對車輛做最佳化的設定。
皮飾和配件工作台
918 製造廠的皮飾和配件工作台足以作為人體工學及靈活性的標竿。例如其置換式刀片可製造出各種不同的零組件,確保充分利用工作站的時間。此外,工作台的高度及角度都可配合不同組裝人員的個別需求來調整。
藍牙控制的無線式螺絲起子
這是保時捷第一次使用藍牙控制的無線式螺絲起子。這些螺絲起子與製造廠的運作哲學相契合,因為它們在作業時幾乎安靜無聲、並且免接電線。這些功能特性可讓技術人員擁有最大的靈活性,並可大幅降低損壞零組件的風險。更重要的是,透過藍牙介面將這些螺絲起子連接至資料庫,可確保所有安全螺絲的接合扭力值都符合要求,並可記錄起來供隨時檢查。
電子式車輛追蹤卡
電子式車輛追蹤卡簡稱為 eWbk,或許這不能算是保時捷 918 Spyder 製造廠的創新技術,但它可以清楚體現祖文豪森這個生產 911 長達五十載的根據地,是如何從小型生產有效率地擴張至大規模生產。eWbk 系統是大規模生產中使用多年的標準工具之一,內含大量在生產流程中不可或缺的資訊,例如繪圖和測試點等。此外,該追蹤卡可用來記錄潛在的問題 – 例如當藍牙控制的無線式螺絲起子提供的反饋顯示未達到一個特定的扭力值時。
保時捷 911 車型系列:平均百公裡油耗:12.4–8.2 升/100 公裡;二氧化碳排放 289–191 克/公裡;效率等級: G–F
保時捷 918 Spyder:平均百公裡油耗:3.1–3.0 升/100 公裡;平均百公裡耗電量 12.7 千瓦時;二氧化碳排放 72–70 克/公裡;效率等級: A+
關於麥克德羅爾斯哈根:
工業工程師麥克德羅爾斯哈根自 2000 年開始任職於保時捷德國汽車公司。2011 年,德羅爾斯哈根被任命為保時捷 918 Spyder 製造廠的生產總監,負責設計及建造製造廠的重大任務。自此之後,他便一直督導製造廠的規劃、品管、物流及組裝作業。在受命擔任此職務以前,德羅爾斯哈根曾參與量產的生產前置作業長達四年。他在這個角色中負責的是所有原型車及高科技豪華車型。這位 43 歲的工程師是從威莎赫的研發中心開始其在保時捷的事業生涯,隨後在 2004 年被調派至祖文豪森的售後服務技術中心。
供應商:
Porsche 918 Spyder 將以限量生產 918 輛的方式持續生產至 2015 年中。計劃總負責人為 法蘭克瓦利澤博士 (44 歲) 。總共有 250 多家供應商在這項成果空前的計劃中扮演著極其重要的角色。其中一家供應商便是總部設於奧地利薩爾茨堡的 Mubea Carbo Tech GmbH,專門供應採用樹脂轉注成型 (RTM) 技術製成的碳纖強化塑膠 (CFRP) 單體車身。此產品在組件幾何結構及製造公差方面的要求非常嚴苛。其它重要的創新技術夥伴還包括:
• Alfing Kessler GmbH (德國 Aalen-Wasseralfingen) :中央供油設計的輕量化曲軸
• c2i s.r.o. (斯洛伐克 Dunajska Streda) :採用 RTM 技術的後固定托架、預浸料形式的行李艙板以及前部和後部的碳纖強化塑膠 (CFRP) 散熱器框架
• Connova AG (瑞士 Villmergen) :熱防護技術
• Eissmann Cotesa GmbH (德國 Mittweida) :CFK 材質的零組件如中央控制單元及手套箱安裝配件、亮面碳纖材質的前方控台架及車門面板架
• GKN Driveline GmbH (德國 Offenbach 及義大利 Brunneck) :前軸組件 (離合器及傳動軸)
• Magna Steyr Battery Systems GmbH & Co OG (奧地利,格拉茲) :採用磷酸鐵鋰 (LiFePO4) 技術的 12-V 輕量級主電源電池
• MHG Fahrzeugtechnik GmbH/Proseria (德國 Heubach) :INCONEL® 廢氣排放系統、冷卻液膨脹水箱
• Mubea Carbo Tech GmbH (奧地利,薩爾茨堡) :單體式車身 (樹脂轉注成型 (RTM) 零組件)
• S1nn GmbH & Co. KG (德國,期圖嘉特) :HTML5 格式相容的資訊娛樂系統,包含調頻器、媒體播放器、電話、導航系統及行車功能 (自動距離調控 [ADR] – 顯示幕及範圍控制器)
• Simfy AG (德國,柏林) :根據 APP 的固定費率音樂
• Oerlikon/Metco AG (瑞士 Winterthur/Wohlen) :曲軸箱電漿噴塗
[NT:PAGE=$]
918 Spyder Manufaktur(圖片來源:旺代企業)

Axle assembly, 918 Spyder manufactory Zuffenhausen (2014)(圖片來源:旺代企業)

Working on the electric engine of the front axle, 918 Spyder manufactory Zuffenhausen (2014)(圖片來源:旺代企業)

Assembling the exterior skin, 918 Spyder manufactory Zuffenhausen (2014)(圖片來源:旺代企業)
- 8/11掌握美股科技成長浪潮免費講座
- 掌握全球財經資訊點我下載APP
- 講座
- 公告
上一篇
下一篇